
2ストロークエンジンのパワーアップの3本柱は「チャンバー交換」「ボアアップ」、そして「シリンダーのポート加工」。吸排気のタイミングや量をコントロールすることにより、眠ったままのポテンシャルをフルに引き出してくれる。
ポート加工の大きな目的


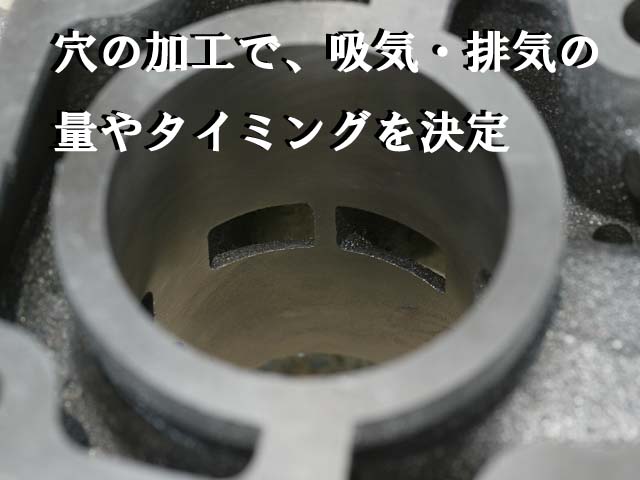
2ストエンジンの掃気ポートと排気ポートは、シリンダーの内側に設置されている。同じシリンダーでも、ポート形状の違いによってパワーの出方に違いが生じる。ポート加工は、
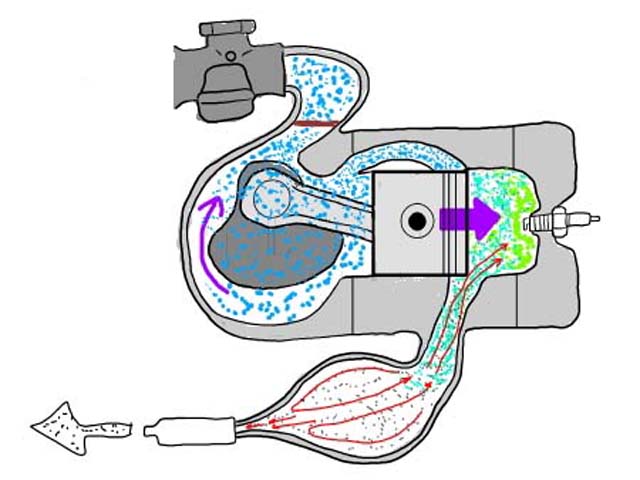
①掃気ポート形状を変更し、長く掃気ポートを開かせることで、一度に吸える(シリンダー内に送り込める)混合気の量を増やすことができる
②混合気の増加によって爆発力がアップ。ポート形状をスムーズにすることで、増加した排気ガスをスムーズに排出できる
③ポートの大きさを変えることで、ポートの開閉タイミングが変更できる
④チャンバーや排気量に応じたセッティングが可能
ポート加工のポイントは、闇雲に拡大しても駄目だということ。性能ダウンはもちろん、最悪の場合はエンジン破損を招いてしまうのでビギナーは注意しよう。
排気ガスを排出する「排気ポート」

混合気の爆発によって発生した排気ガスを排出するための穴。写真は2ストのDio-ZX用シリンダー。リューター(研磨機)で排気ポートを整えるとともに、上下左右を拡大。耐久性重視の街乗り仕様から、高回転重視のハイパワー仕様に変更している。
シリンダー内に混合気を吹き込む「掃気ポート」

1次圧縮(シリンダーの下降による負圧)によってクランクケース内に溜まった混合気をシリンダー内に噴射する穴。写真は2ストのDio-ZX用シリンダー。
ポート加工には「リューター」を使用



ポートを滑らかにしたり拡大したりするには、先端部に研磨石を備えたリューターという工作機械を使用するのが定番。研磨石には様々なタイプがあり、削る穴に応じて交換する。リューターは電動式とエアコンプレッサー式があり。DIYや工具店などで発売されている。
ポート加工(セッティング)の基本

イラストはシリンダー内の展開図。上からノーマル、左右に拡大、上下に拡大したイメージ。一般に左右に拡大するということは、吸入・排気のタイミングはそのままで吸入・排気の量のみを増やすということ。
一方、上下に拡大するということは、排気と掃気の開き始めのタイミングを早め、また閉じ終わるのも遅くなるということ。ただし大量に吸入できる一方で、どんどん排気するから(抜けが良くなるから)、圧縮が低くなる。以上が基本的な考え方となる。
ポートのセッティング・その1
イラストは吸気・排気の開閉タイミングを同じにしたスタンダードなセッティング。
ポートのセッティング・その2
イラストは吸気の閉タイミングよりも排気の閉タイミングを遅くした例。チャンバー効果によってチャンバー側に押し出された混合気を燃焼室に還元。圧縮比を上げて爆発力をアップするセッティング。
【合わせて読みたい4ストの関連ページ】
【合わせて読みたい2ストの関連ページ】