

金属用のリューターは、細やかな切削加工や研磨作業に便利な工作機械。穴部の削り込みや、凸凹部分を整えるのに便利です。
細部の磨きと削りの基本アイテム、リューター


リューターはスイッチを入れると、先端に固定した研磨石が回転するしくみ。主なポイントは、
①エンジンの吸排気ポートなど、ヤスリでは削り込めない入り組んだ箇所でも削り込むことができる。
②高回転で研磨石が回るため、研磨部の仕上がりが美しい。
③電動式やコンプレッサー式なので腕や指が疲れない。


写真上は大型モーターを搭載した、金属用ハイスピードリューター(業務用)。先端に取り付けられた研磨石がハイスピードで回転することで、凸凹になった部分も瞬時のうちに整えてくれます。
写真上のような電動式の他、写真下のようなエアコンプレッサーで作動するエア式リューターもあります。



エア式は電動式に比べて回転力が強い、エア吸入の増減によって回転力の微調整ができる等のメリットがあります。
リューターは工具店やホームセンターなどで販売。モデルによって価格は異なりますが、標準的なモデルの場合、一般的に1万円前後で入手できます。


金属棒に研磨石が固定されているリューターの先端部分。この部分がハイスピードで回転。電動式の場合、モデルによっては低回転・中回転・高回転など回転数を変更できるタイプもあります。


研磨石は削り込む箇所によって任意に交換します。交換には付属の専用ハンドルを使用。リューター側の歯車部と専用ハンドル側の歯車部を噛ませ、反時計回りに回転させれば取り外しはOKです。





研磨石は細めのもの、太めのもの、テーパー状になったもの、中央が凹んだものなどタイプは様々。研磨する箇所によって交換します。研磨石はリューターに付属されている場合もあります。


テーパー状になった研磨石は、かなり細かな部分も削り込むことができます。エンジンのポート研磨などにも便利です。

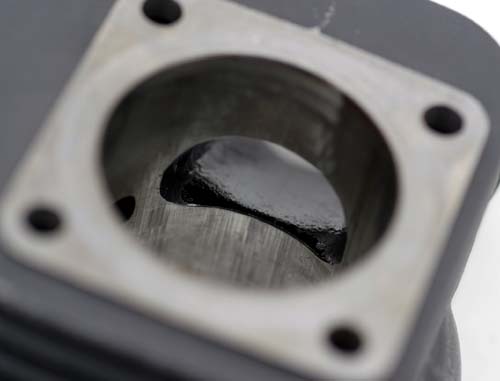
経験豊富なチューナーによって研摩された、2ストエンジンの排気ポート部。リューターで凹凸を整え、若干ポートが拡大されています。排気ガスをスムーズに排出させることにより、ポテンシャルもアップ。レスポンスのアップなど、ワンランク上の走りを実現しています。


こちらは形状を左右に拡大した2ストマシンの掃気ポート部。
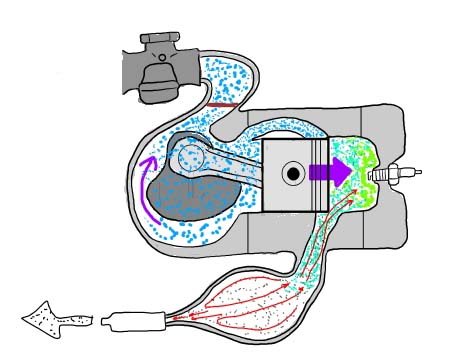
2ストのポート加工(セッティング)の基本

ポート加工は一般に4ストよりも2ストの方がシビアだといわれます。上のイラストは2ストマシンのシリンダー内の展開図。上からノーマル、左右に拡大、上下に拡大したイメージ。
一般に、左右に拡大するということは、吸入・排気のタイミングはそのままで、吸入・排気の量のみを増やすということ。
一方、上下に拡大するということは、排気と掃気の開き始めのタイミングを早め、また閉じ終わるのも遅くなるということ。ただし大量に吸入できる一方で、どんどん排気するから(抜けが良くなるから)、圧縮が低くなります。
以上が基本的な考え方です。
ポートのセッティング・その1

イラストは吸気・排気の開閉タイミングを同じにしたスタンダードなセッティング。
ポートのセッティング・その2

イラストは吸気の閉タイミングよりも、排気の閉タイミングを遅くした例。
チャンバー効果によって、チャンバー側に押し出された混合気を燃焼室に還元。圧縮比を上げて爆発力をアップするセッティングです。
※ご注意…工作機械を使った作業には危険が伴います。初心者は熟練者の指導の下、正しく、慎重に作業して下さい。なお、パーツの加工、その他の作業の際に発生したパーツや工作機械の破損、ご自身の怪我に対する責任は当サイトでは負いかねます。あくまでも自己責任で作業して下さい。
【工作機械のページ|穴を開ける】
→ 手軽に穴あけが可能、電動ドリル
→ 確実な金属の穴あけを実現、ボール盤
【工作機械のページ|ネジを切る】
→ 丸穴にネジを切る工具、タップ
【工作機械のページ|削る・研磨】
→ 据え置き型の両頭グラインダー
→ 荒削りや研磨、仕上げに使用、ディスクグラインダー
→ 面取りや研磨に便利、ベルトサンダー
→ 金属面を“真っ平ら”に研磨、平面研磨機
【工作機械のページ|穴を開ける/削る】
→ 円柱の金属を自由に加工、旋盤(せんばん)
【工作機械のページ|削り込む】
→ 多様な切削加工を実現、フライス盤
【工作機械のページ|切断する】
→ 大型の金属板を即時に切断、シャーリング
→ 自由な形に金属を切断、コンターマシン
→ 金属を溶かして切断、バーナー
→ 短時間で金属棒を切断、金属用ノコギリ
【工作機械のページ|つなげる】
→ 金属を溶かして接続、溶接機
【工作機械のページ|曲げる】
→ 金属を曲げ加工、プレスブレーキ